TIPOS DE EXTRUSIÓN SEGÚN EL PROCESO
La extrusión es un proceso utilizado para crear objetos con sección transversal definida y fija. El material se empuja o se extrae a través de un troquel de una sección transversal deseada. Hay diferentes tipos de extrusión, las cuales utilizan procesos distintos según lo que queramos crear.
TIPOS DE EXTRUSIÓN
Extrusión directa
La extrusión directa es un tipo de extrusión que tiene lugar cuando la dirección de flujo del material es la misma que la del pisón.
La mayoría de las secciones transversales son fabricadas por este método. Las acciones producidas deberán ser uniformes en toda la pieza extrusionada.
La extrusión directa se puede llevar a cabo tanto en caliente como en frío. Durante el proceso, el movimiento del metal y las fuerzas aplicadas dependen de la fricción entre la pieza de trabajo y las paredes de la cámara. Por otro lado, para el trabajo en caliente, se acumula una capa de óxido en las superficies exteriores de la pieza de trabajo que puede influir negativamente en la operación. Para reducir la fricción y mejorar la eficiencia del proceso, se suele usar un bloque falso.
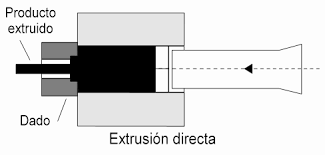
Para fabricar piezas huecas se utiliza un mandril unido al bloque falso. La cavidad deseada es creada cuando el metal extruido fluye entre el mandril y las superficies de la matriz, formando así la pieza. La cara interior del producto está formada por el mandril, mientras que la superficie exterior está formada por la matriz de extrusión.
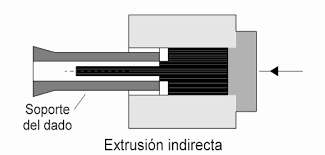
Extrusión indirecta
La extrusión indirecta, también llamada extrusión hacia atrás y extrusión inversa, el dado está montado sobre el pisón, en lugar de estar en el extremo opuesto del recipiente.
Durante la extrusión indirecta, el troquel en la frente de la parte hueca viaja hacia el contenedor, pero no se produce un desplazamiento relevante entre el tocho y el contenedor. Por lo tanto, la fricción entre la superficie del tocho y el recipiente desaparece cuando este proceso está en marcha, y no se produce un desplazamiento resultante del centro del tocho en relación con las áreas circundantes.
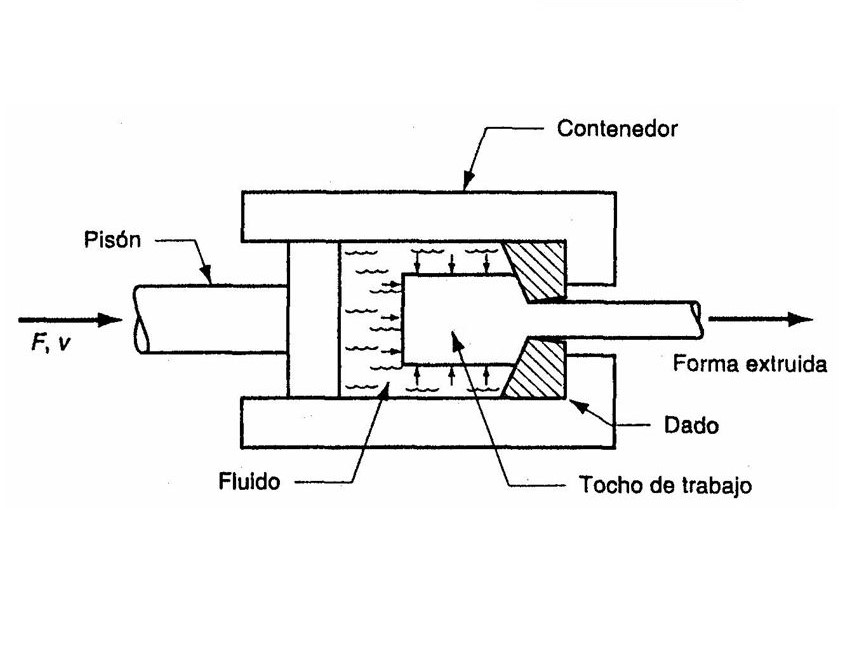
Extrusión hidrostática
En la extrusión hidrostática la barra está completamente rodeada por un líquido a presión, excepto donde la barra hace contacto con el troquel.
El proceso comienza con el calentamiento del material. Éste se carga posteriormente dentro del contenedor de la prensa. Se coloca un bloque en la prensa de forma que sea empujado, haciéndolo pasar por el troquel. Si son requeridas mejores propiedades, el material puede ser tratado mediante calor o trabajado en frío.
Una de las principales ventajas del proceso de extrusión es que este radio puede ser muy grande y aún producir piezas de calidad.
Este proceso puede ser hecho caliente, tibio o frío. De cualquier modo, la temperatura es limitada por la estabilidad del fluido usado. El fluido puede ser presurizado por dos vías:
- Razón de extrusión constante: el émbolo es usado para presurizar el fluido dentro del contenedor.
- Razón de extrusión constante: una bomba es usada, posiblemente con un intensificador de presión, para presurizar el fluido, el cual es bombeado al contenedor.
Empuje
Muchas de las prensas modernas, tanto de extrusión directa como indirecta, usan prensas hidráulicas, pero hay pequeñas prensas mecánicas que aún se usan. De entre las prensas hidráulicas hay dos tipos: prensa empuje-directo de aceite y empuje-acumulador de agua.
La prensa de empuje-directo de aceite son las más comunes porque son fiables y robustas. Pueden producir sobre 5000 psi (34,5 MPa). Suple una presión constante a lo largo de toda la barra. La desventaja es que son lentas, entre 2 y 8 ips (51 a 203 mm/s).
La prensa de empuje por acumulador de agua es más cara y más grande que la prensa de empuje directo de aceite, esta pierde sobre el 10 % de su presión sobre el golpe, pero son más rápidas, sobre los 15 ips (381 mm/s). Por esto se usan en la extrusión del acero. También se usan en materiales que tienen que calentarse a altas temperaturas por razones de seguridad.
Las prensas de extrusión hidrostática usualmente usan aceite de ricino con presiones por encima de 200 ksi (1380 MPa). El aceite de ricino se usa por su buena lubricación y su alta resistencia a la presión.

Si te ha gustado este artículo, no dudes en visitar nuestro blog, donde hablamos de tecnología industrial y extrusión.